马上注册,结交更多好友,享用更多功能,让你轻松玩转社区。
您需要 登录 才可以下载或查看,没有账号?我要加入

x
声发射技术是20 世纪60 年代开始,目前逐步成熟的一种无损检测方法,已被广泛应用在压力容器检测和结构的完整性评价方面。文中简要介绍了国内外压力容器声发射检测的发展史和现状。给出了压力容器用钢的声发射特性和压力容器声发射检测方法,综合分析了国内外压力容器声发射检测的标准、仪器和应用进展。最后指出了压力容器声发射检测的发展方向,即在线监测、声发射信号的模式识别和人工神经网络模式识别分析。 压力容器是在石油、化工、钢铁、造纸、医药、食品和城市公用等行业得到广泛使用的设备,而且与人民日常生活息息相关。据2003 年的统计,我国现有固定式压力容器133 万多台,罐车近16 万辆,各类气瓶9 800 多万只[1 ] 。压力容器是具有爆炸危险的特种承压设备,承受着高温、低温、易燃、易爆、剧毒或腐蚀介质的高压力,一旦发生爆炸或泄漏,往往并发火灾和中毒等灾难性事故,造成严重的环境污染,给社会经济、生产和人民生活带来损失和危害,直接影响社会安定。
有鉴于此,国内外对压力容器的设计、制造和使用均有严格的规定和要求,而各种无损检测技术在压力容器的制造和在役定期检验中得到广泛应用。20 世纪60 年代初,Green 等人首先开始了声发射技术在无损检测领域方面的应用, Dunegan 首次将声发射技术应用于压力容器检测方面的研究[2 ,3 ] ;20 世纪70 年代,随着Dunegan 等人研制成功现代多通道声发射检测仪器系统, 声发射技术在化工容器[4 ,5 ] 、核容器[6 ]和焊接过程控制方面的应用取得了初步成功。通过四十多年的发展,目前声发射技术已成为成熟的无损检测手段,在国内外压力容器检验中得到广泛应用。压力容器声发射检验可分为役前验证试验、在役定期检验和运行过程中的在线监测,其共同的特点都是在容器加载的情况下进行动态测试。声发射检测方法在许多方面不同于其它常规无损检测方法,其优点主要表现为:
(1) 声发射是一种动态检测方法,探测到的能量来自被测物本身,而非超声或射线探伤方法一样由无损检测仪器提供。
(2) 声发射检测方法对线性缺陷较为敏感,能探测到在外加结构应力下线性缺陷的活动情况,且稳定的缺陷不产生声发射信号。
(3) 在一次试验过程中,声发射检验能够整体探测和评价整个结构中缺陷的状态。
(4) 对于在役压力容器的定期检验,声发射检测方法可以缩短检验的停产时间或无需停产。
(5) 对于压力容器的耐压试验,声发射检测方法可以预防由未知缺陷引起的灾难性失效和限定压力容器的最高工作压力。
以下综述国内外压力容器声发射检测现状和现场压力容器检测的声发射源特性。
1 国外压力容器声发射检测现状
目前压力容器的声发射检测在美国、欧盟和日本等工业发达国家得到广泛应用。20 世纪80 年代,美国材料试验协会(ASTM) 和机械工程协会(ASME) 、日本无损检测协会(NDIS) 、法国及欧洲声发射工作组(EWGAE) 等,相继提出了有关声发射检测标准和规范,包括术语、检测仪性能测试和检测方法。其中,美国ASTM 标准和ASME 规范数量多,比较配套,而且内容详细。表1 为国外部分有关压力容器声发射检测标准和规范的目录。
在检测人员认证方面,美国无损检测学会于20 世纪80 年代已将声发射技术列入SNT2TC21A无损检测人员鉴定认可规则中,并进行了大量声发射Ⅰ,Ⅱ和Ⅲ级检测人员的培训和考核工作。在检测应用方面, 美国、欧盟和澳大利亚等国家有许多检测检验公司从事压力容器的声发射检测。据报道,美国MANSANTO 化学工业公司到20 世纪90 年代初已应用声发射技术成功检验了几千台大型压力容器[7~9 ] ,其中许多检测是在运行过程中进行的。该项工作在日本、欧盟和澳大利亚等国家也开展应用得较多,并有成功的报道[10~13 ] 。很多文章均报道了声发射技术在压力容器检验中可以发现裂纹、未熔合、未焊透、夹渣和气孔等焊接缺陷。但这些缺陷的发现,均是在声发射检测之后,再在声发射源所指定的部位经磁粉、渗透、超声波或射线探伤等常规无损检测方法复验后确定的。
表 1 国外声发射检测标准与规范
2 国内压力容器声发射检测现状
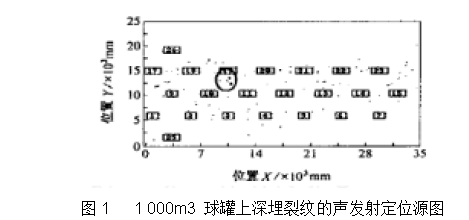
我国于 20 世纪70 年代中期由合肥通用机械研究所最早开展了压力容器的声发射检测应用。20 世纪80 年代中国特种设备检测研究中心(原劳动部锅炉压力容器检测研究中心) 、冶金部武汉安全环保研究院和大庆石油学院等对金属压力容器的声发射检测和评定方法进行了较深入的研究和广泛的应用,航天部703 所对钛合金气瓶进行了系统的研究和应用,航天部44 所主要开展了复合材料压力容器的声发射特性研究及检测应用工作。进入20 世纪90 年代至今,声发射技术在我国的研究和应用呈快速发展的趋势。20 世纪90 年代初燕山石化、天津石化、大庆油田、胜利油田、辽河油田和深圳锅炉压力容器检验所等石油、石化企业检验单位和专业检验所相继进口大型声发射仪器,广泛开展压力容器的检验。进入21 世纪至今,许多技术监督系统和军队系统的锅炉压力容器检验所购买了多通道声发射仪开展压力容器的检验工作。2003 年8 月国家质量监督检验检疫总局颁布的《特种设备检验检测机构管理规定》和《特种设备检验检测人员考核与监督管理规则》正式将声发射技术作为压力容器检测常用的无损检测方法之一,专业的无损检测公司可以从事压力容器的声发射检测工作。自此,压力容器的声发射检测工作已正式纳入我国的特种设备安全监察法规体系,得到政府的正式认可。据估计,我国目前约有30 多个专业检验单位、科研院所和大专院校从事压力容器声发射检测技术的研究和应用,从业人员100 多人。据粗略统计,这些单位每年采用声发射检测大型压力容器300~500 台。 在制定检测标准方面,除声发射检测术语和检测仪性能测试两个基础标准之外,我国现有的声发射检测标准几乎均为压力容器的检测方法,这些标准相互配套,基本上满足了国内的压力容器检测需求。目前国内已颁布的压力容器声发射标准有: GB/ T 18182 —2000 金属压力容器声发射检测及结果评价方法 GJB 2044 —1994 钛合金压力容器检测方法 JB/ T 7667 —1995 在役压力容器声发射检测评定方法 JB/ T 6916 —1993 在役高压气瓶声发射检测和评定方法 QJ 2914 —1996 复合材料构件检测方法 在检测人员资格认证方面,航天工业无损检测人员资格考试委员会自20 世纪90 年代末至今已颁发Ⅱ级检测人员资质证书30 多人,国家质量监督检验检疫总局特种设备无损检测人员资格考试委员会于2002 年已颁发Ⅱ级检测人员资质证书67 人。在金属压力容器的声发射信号处理和分析方面,我国处于世界的领先地位,刘时风、沈功田和戴光在其博士论文中开发和采用了现代谱分析、小波分析、模式识别、人工神经网络模式识别、灰色关联分析和模糊分析等先进技术[14~17 ] ,其结果可以在不进行复验的情况下,直接给出压力容器声发射源的性质及危险程度。 3 压力容器用钢的声发射特性 典型压力容器常用的碳钢在拉伸应变下的声发射行为可以总结为如下特征[18 ] : (1) 应变值低于门槛应变时,无声发射信号产生。对于典型的压力容器用钢,门槛应变约为屈服应 变的60 %。 (2) 如果应变以常应变率增加,声发射率将从门槛应变时的零增加到屈服应变时的极大值。 (3) 过了屈服点之后,声发射率将随着应变率的增加而下降。 (4) 随着应变的继续增加,声发射率将再次开始上升,此处对应于材料加工硬化的开始。 (5) 最终的断裂将产生高能量(信号强度) 的突发型声发射信号。 (6) 如果在门槛应变之上应变保持不变,在一定时间内声发射将继续产生,但最终将停止。 (7) 如果在门槛应变之上载荷保持不变,随着应变的增加声发射将继续产生直到材料断裂。 (8) 经典声发射理论认为,如果试样经过加载、卸载、再加载,在达到第一次最大载荷之前,将不产生声发射信号。这一现象被称为Kaiser 效应。通常对于低于屈服应力下的应变,Kaiser 效应将很好地被遵守。 (9) 材料也存在违反Kaiser 效应的情况,即在达到第一次最大载荷之前,将有声发射信号产生,这一现象被称为Felicity 效应。在应力值接近屈服应力、应变值位于屈服应变左右而且存在应变梯度的情况下,Felicity 效应极易被观察到。在金属中,Fe2licity 效应是严重结构缺陷存在的指示器。16MnR 钢是我国压力容器最常用的材料,关于其拉伸试样的形变和断裂声发射特性,国内已有许多研究报导[19~21 ] 。中国特种设备检测研究中心和大庆石油学院也在以前承担的科研项目中对16MnR 材料及焊接试样的声发射特性进行了系统研究[22 ] ,以下为其试验结果: (1) 16MnR 压力容器用钢的屈服可以产生大量可探测的声发射信号。其塑性变形的信号多为连续形,不能形成有效的定位。断裂时释放的能量很高,其声发射信号可定位。 (2) 表面裂纹和典型埋藏缺陷的开裂和扩展可产生一定数量的突发型声发射信号,并可以形成有效的声发射定位源。 (3) 有焊缝和无焊缝试样无论在无缺陷或有表面裂纹情况下, 其声发射特性基本相同。 4 现场压力容器的声发射源特征 4. 1 不同声发射源的产生部位和机理 了解现场压力容器的声发射源特性是进行压力容器声发射信号源分析和解释的基础,通过对特检中心近10a (年) 在现场进行的500 多台实际压力容器声发射检验数据的综合分析,以及对发现的声射源进行的常规无损检测复验结果[23 ] ,现场压力容器声发射检验可能遇到的典型声发射源分为七类,以下介绍这些声发射源产生的部位和机理。 4. 1. 1 裂纹扩展 压力容器焊缝上表面裂纹及内部深埋裂纹的尖端塑性形变钝化和扩展而产生声发射信号。 4. 1. 2 焊接缺陷开裂 压力容器焊缝内存在的气孔、夹渣、未熔合和未焊透等缺陷的开裂和扩展及非金属夹渣物的断裂可产生声发射信号。 4. 1. 3 机械摩擦 容器外部脚手架的碰撞、内部塔板、外部保温及平台支撑等部件均可产生机械摩擦声发射信号。另外,立式容器的裙座和卧式容器的马鞍型支座均由垫板连接容器壳体和支撑板,一般垫板与容器壳体采用全部或部分角焊缝焊接。在加压过程中,垫板与壳体膨胀不一致引起的摩擦可产生大量的声发射信号。 4. 1. 4 焊接残余应力释放 对于新制压力容器,首次加压易出现此类信号;对于在用压力容器,焊缝返修部位易出现此类声发射源。另外容器的裙座、支座、支柱和接管等角焊缝部位易产生焊接残余应力和应力集中。在升压过程中应力的重新分布可产生大量声发射信号。 4. 1. 5 泄漏 在气压或水压试验过程中,容器上接管、法兰、人孔以及缺陷穿透部位的泄漏,可产生大量的声发射信号。 4. 1. 6 氧化皮剥落 长期使用的钢制压力容器,在内外部均易产生氧化,有时内部介质腐蚀性严重、外部环境潮湿、酸雨和海风等可产生较严重的腐蚀,在水压试验过程中,这些氧化皮的破裂剥落过程会产生大量的声发射信号。 4. 1. 7 电子噪声 探头信号线短路、传输电缆线短路、前置放大器自激发等都可产生大量的电子噪声信号。 4. 2 定位特性 4. 2. 1 裂纹扩展 裂纹的声发射定位源比较集中,在进行加载声发射检测期间,一般在低于压力容器运行的压力下无声发射定位源信号,在高于此压力的升压、保压各个阶段均有声发射定位源信号,在降压后的第二次升压和保压阶段,很少或几乎没有声发射定位源信号,满足Kaiser 效应。图1 为一台1 000m3 液化石油气球罐上发现的深埋裂纹的声发射定位源图。
4. 2. 2 焊接缺陷
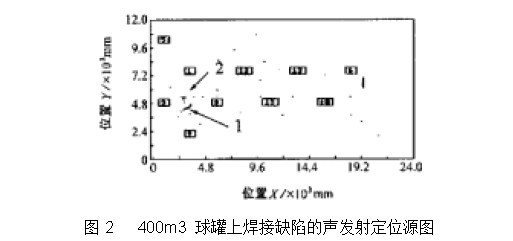
容器在制造焊接过程中,如果焊接工艺操作不当,即可出现各种焊接缺陷。其中气孔、夹渣和未熔合三种焊接缺陷很易同时出现,混合在一起。根据大量的压力容器声发射试验结果,大部分缺陷在正常的水压试验条件下不易产生声发射信号,但也有一些缺陷可产生大量声发射信号。这些缺陷产生的声发射定位源也比较集中,在进行加载声发射检测时,一般在低于压力容器运行的压力下即可产生声发射定位源信号,而且各个升压和保压阶段均有声发射定位源信号,在降压后的第二次升压和保压阶段,也可出现一些声发射定位源信号, 不能满足Kaiser 效应。分析认为,夹渣缺陷的存在是第二次升压过程中产生声发射信号的原因。这是因为非金属夹渣物在第一次升压过程中可产生断裂并与金属基体脱开,在降压后的第二次升压过程中这些夹渣物会继续破裂或相互之间产生摩擦而释放出弹性波。图2 为一台400m3 液化石油气球罐上发现的气孔、夹渣和未熔合等焊接缺陷的声发射定位源图。
4. 2. 3 机械摩擦
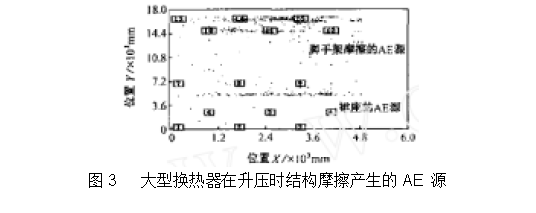
在现场压力容器加压试验过程中,容器壳体会产生相应的应变,以至整个结构因摩擦产生大量的声发射定位源信号,该现象十分常见。结构摩擦通常由脚手架、保温支撑环、容器的支座、裙座、柱腿和平台等焊接垫板引起。结构摩擦产生的声发射定位源散布在较大的范围,而且由于结构摩擦的AE 机制与一整块金属材料因塑性变形产生AE 的机制不同,故不能满足Kaiser 效应,即在降压后的第二次升压过程中仍产生大量的声发射信号。图3 为一台大型换热器在13. 7~14. 2MPa 升压时产生的声发射定位源图。
4. 2. 4 焊接残余应力释放
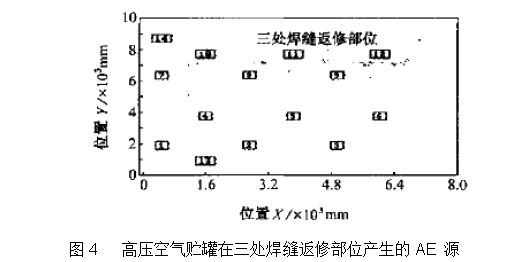
冷加工、焊接和不均匀加热都可在压力容器壳体上产生残余应力、焊缝错边、机械损伤和壁厚减薄等结构性缺陷,在加压过程中也可引起应力集中,这些部位在第一次加压和保压过程中均产生大量的声发射信号。由于残余应力的分布范围比裂纹和焊接缺陷部位大得多,因此产生的声发射定位源区域比裂纹和夹渣等缺陷的范围大。残余应力释放产生的声发射信号具有两个特点, ① 定位源分布范围较大,不象裂纹扩展和焊接缺陷开裂产生的声发射定位源那么集中。②满足Kaiser 效应,因为残余应力释放是应力集中部位材料的局部屈服,导致大量位错运动而产生的声发射信号,位错运动的最终结果使应力得到一定程度的松弛。降压后进行第二次升压时,只有压力达到第一次最高压力之后,位错才会运动,故才有声发射信号产生。图4 为一台高压空气贮罐在13~15MPa 加压时,三处焊缝返修部位产生的AE 源。
4. 2. 5 泄漏
由于泄漏产生的声发射信号是连续的,因此不能被时差定位方法进行定位。但是,对于多通道仪器来说,探头越接近泄漏源的通道,采集的声发射信号越多,信号的幅度、能量等声发射参数也越大。通过采用声发射信号撞击数、幅度和能量等与声发射通道的分布图,可以确定泄漏源的区域。
4. 2. 6 氧化皮剥落
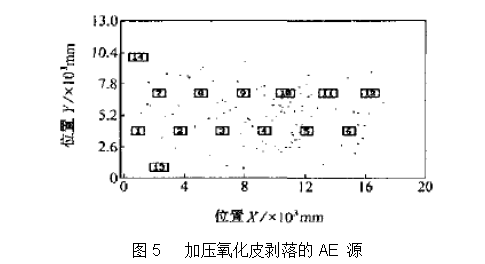
在首次加压过程中,随着应力的增加,容器壳体必然会产生相应的应变,但容器壳体表面附着的金属氧化物不能随之产生相同的应变,故在加压与保压过程氧化皮会破裂剥落,从而产生大量的声发射信号。图5 为一台120m3 液氨球罐进行水压试验,从2. 5~3. 0MPa 升压过程中大量氧化皮破裂剥落产生的声发射定位源信号。声发射定位源均匀散布在氧化腐蚀的位置,在从低压到高压的所有升压和保压过程均有大量信号出现,而且在第二次升压和保压过程中也有少量分散的信号产生。
4. 2. 7 电子噪声
由于目前所采用声发射仪器的抗干扰能力较强,根据大量压力容器现场检验的经验发现,采集到的几乎所有的电子噪声信号都不是来自于外部环境,而是来自于声发射仪器系统内部。声发射系统内部的电子噪声源主要包括探头、信号线、前置放大器、电缆线和信号采集板等。由于来自不同通道的电子噪声信号相互不关联,所以不会产生定位源。
4. 3 分布特性
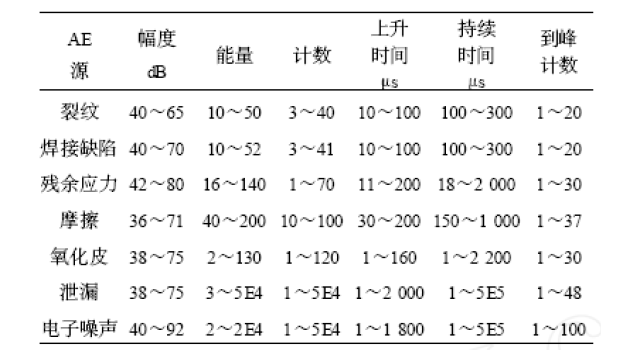
通过对大量源进行分析测试,发现表面裂纹、深埋裂纹和未熔合、未焊透、夹渣、气孔等焊接缺陷产生的声发射信号参数的数值本身是相互交叉重叠的,分布特征无较大的区别。除电子噪声和泄漏的声发射信号具有大得多的能量、计数和持续时间之外,其它声发射源信号的声发射参数分布特性几乎是相似的。表2 列出了所有声发射源产生的声发射信号参数的主要范围。对于裂纹、焊接缺陷、摩擦、氧化皮剥落、残余应力释放的声发射源采用的是定位源事件的声发射参数;对于泄漏和电子噪声源,采用的是通道撞击的声发射参数。这一结果对进行现场压力容器声发射检验时确定仪器状态和滤波条件的设置具有参考意义。
表 2 不同 AE 源产生AE 信号的主要参数范围
4. 4 关联特性
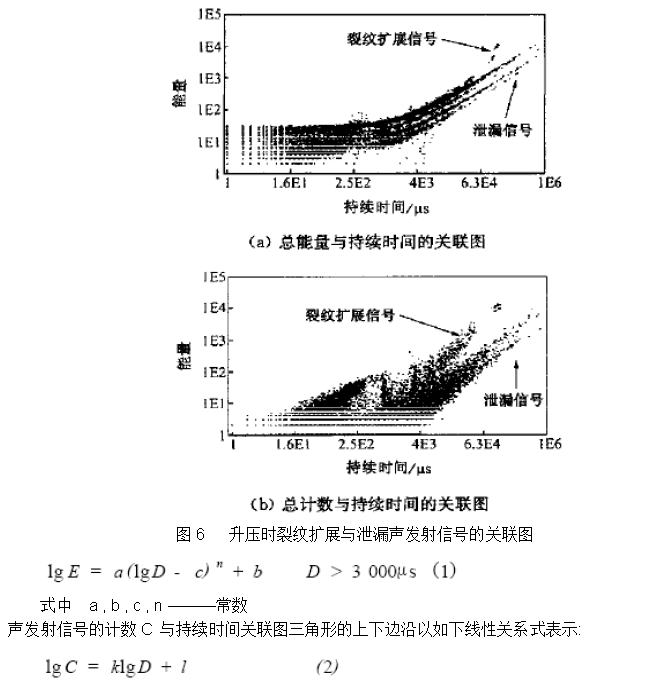
关联图分析法是压力容器声发射检测过程中实时观察和分析数据的常用方法,对声发射信号的到达时间、试验参数和波形特征参数之间任何两个可以作关联图进行分析。从声发射参数随时间或试验参数变化的关联图可以得出压力容器在试验过程中随压力产生声发射信号的历史及变化规律。通过声发射参数之间的关联分析可以区分不同特性的信号。如有些电子干扰信号通常具有很高的幅度,但能量却很小,通过采用幅度2 能量关联图即可区分出来;对于压力容器来说,内部介质泄漏信号较容器壳体产生的信号具有长得多的持续时间,通过应用能量2持续时间或幅度2持续时间关联图分析,容易发现压力容器的泄漏。美国MONPAC 声发射检验俱乐部以声发射信号计数2 幅度的关联图的形态来评价金属压力容器声发射检验数据的质量[24 ] 。图 6 为20m3 卧罐在3. 5~4. 0MPa 采用水压升压过程中焊接表面裂纹和深埋裂纹扩展的声发射信号,以及在260s 时该容器人孔泄漏引起的大量声发射信号的关联图。由图6 可见,裂纹扩展声发射信号的能量与持续时间关联图的走向呈弧形分布,而泄漏信号能量与持续时间的分布呈线性。由于两种AE 信号的波形不同,裂纹扩展时,对于持续时间> 3000μs 的信号,能量与持续时间的近2次方呈正比。对于泄漏产生的声发射信号,在持续时间> 3 000μs 以后,能量与持续时间几乎呈正比。故持续时间越长,裂纹扩展的AE 信号能量比泄漏信号大得越多。裂纹扩展声发射信号的计数与持续时间的关联图和泄漏信号计数与持续时间的关联图均为三角形分布,即计数与持续时间都呈正比关系。但对于相同持续时间的信号,泄漏比裂纹扩展产生的声发射信号的计数低得多。根据能量E 与持续时间D 的关联图,拟合这两者之间具有如下普遍关系
式中 k ———边沿切线的斜率
l ———切线与持续时间轴的交点
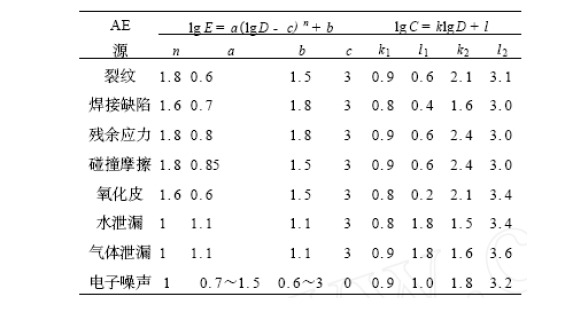
经计算机拟合,得到七类声发射源在持续时间> 3 000μs 的声发射信号的能量和计数与持续时间关联图的关系式参数如表3 所示。由表 3 可见,关联图分析最重要的结果是发现能量与持续时间的关联图,以便将泄漏和电子噪声产生的声发射信号与其它声发射源分开。这一结果已多次成功应用于现场压力容器声发射检验。
5 发展趋势
现在使用的压力容器在设计、制造、检验和使用等环节的严格管理下,已很少发现较严重的缺陷,因此在保证压力容器安全运行的情况下,如何延长压力容器的运行周期,并且尽量缩短检验的时间,是广大压力容器用户最关心的问题。由于声发射技术的优点,因此在在用压力容器在线监测方面拥有巨大的应用市场。由于在线运行的压力容器在大多数情况下无法对发现的声发射源进行常规无损检测方法复验,因此压力容器声发射源性质的识别和危险程度的确定的研究和完善必然是压力容器声发射检验技术的发展方向。
表3 声发射源信号的能量和计数与持续时间关联图的关系式参数汇总表
|


 发表于 2015-9-15 11:55
发表于 2015-9-15 11:55
 提升卡
提升卡 变色卡
变色卡 显身卡
显身卡